工單到了產線,生管憑什麼決定誰先做?現場排程與優先順序的實務邏輯
多數人對生管的想像,只停留在「排程」這個動作,也就是把工單填進產線的時間表。但真正待過生管崗位的人都知道,真正難的地方不在於一張排程表,而在排程完之後,這張表要對得上訂單、產能、時間和物料,加上各部門隨時在變動的節奏。
生管這份工作其實是 3 個能力的組合:邏輯判斷、整合諧調、持續追蹤。這篇文章不是要探討「排程系統怎麼跑」,而是這三個能力怎麼在生管腦海裡具體運作,又怎麼在現場裡一步步發生。若還沒釐清生產管理與現場管理的邊界職責(派工 vs 開工),可以參考:想踏入生管?你知道生產管理和現場管理的差別嗎?
延續皮克敏娃娃訂單案例:週五 14:00,ERP 已經核准下達 WO-01 ~ WO-05 五張工單,MES 系統螢幕上也都看得到了。但週一早上 7 點,A、B、C 三條吊飾線的領班,誰都沒有動手,大家都在等生管 Kevin 在早會上拍板說:「這張先做。」
工單明明都在數位系統了,為什麼還要等人開口?
目錄
- 工單在系統裡,不代表「可以開工」
- 生管真正在做的三件事:邏輯判斷、整合諧調、持續追蹤
- 邏輯判斷:不確定情況下,怎麼判斷誰先做?
- 整合諧調:業務、工廠、採購,三方資訊怎麼對齊?
- 持續追蹤:排完不是結束,是開始
- MES 派工與 APS 排程系統:系統能做什麼、不能做什麼?
- 常見的誤解
- 總結
工單在系統裡,不代表「可以開工」
上一篇提到,ERP 核准下達的 5 張工單長這樣:
| 工單號 | 品號 | 款式 | 數量 | 產線 | 備註 |
|---|---|---|---|---|---|
| WO-01 | PK01-R | 紅葉吊飾 | 200 | A 吊飾線 | 週一批;單批上限 200 |
| WO-02 | PK01-R | 紅葉吊飾 | 150 | A 吊飾線 | 週四批次(紅葉補量) |
| WO-03 | PK02-Y | 黃葉吊飾 | 200 | B 吊飾線 | 週一批 |
| WO-04 | PK02-Y | 黃葉吊飾 | 150 | B 吊飾線 | 週四批次(黃葉補量) |
| WO-05 | PK04-ROCK | 岩石吊飾 | 150 | C 線 | 岩石款;途程與紅 / 黃葉不同 |
ERP 算這張表時,假設的是產能無限:只要交期排得進去,系統就會核准下達。這在排程理論裡稱為 無限產能排程(Infinite Capacity Scheduling):只看交期與途程順序,不檢查機台當下是不是已經被佔用。
但週一早上 7 點,A 線領班看到的現實情況是:
- 紅葉款(WO-01)的物料填充棉,週五夜班才到,目前已經齊套
- 黃葉款(WO-03)的新版「春日黃」標籤,打印機還在調色,8:30 才會好
- C 線岩石款(WO-05)排在下午,眼片模具接近保修模次,要不要先排檢查
這就是有限產能排程(Finite Capacity Scheduling):必須把機台、物料和人力的真實狀態考慮進去,才能排出「現場真的跑得動」的計畫。這三個限制(人、機、料)只要少了任何一個元素,就算排程表排得再漂亮都只是紙上談兵。後面我會用這三個限制說明它們怎麼影響在皮克敏娃娃案例裡影響排程決策。
ERP 的表格是「理論上該做的」;生管早會要決定的,是「現實上做得到的」。
這個落差,就是生管每天要補齊的那一塊。
生管真正在做的三件事:邏輯判斷、整合諧調、持續追蹤
如果只看上面這張表,會以為生管的工作就是「把工單填進產線」。但實際上生產現場管理的難題是:生管面對的是訂單、產能、時間、物料與各部門之間不斷變動的關係,真正撐起這份工作的是三個能力:
| 能力 | 在排程現場代表什麼 | 對應的問題 |
|---|---|---|
| 邏輯判斷 | 不確定情況下做判斷 | 哪張工單優先?插單會影響多少?哪個環節會變成瓶頸? |
| 整合諧調 | 把業務、工廠、採購的限制兜在一起 | 業務要交期、工廠要產能、採購要齊套,怎麼同時滿足? |
| 持續追蹤 | 問題很少一次解決,而是持續調整與追蹤 | 缺料、插單、溝通落差,排完之後還要一路跟著修 |
某種程度上,我認爲 Product / Project Manager 就像生管一樣,生管 / PM 的價值,不在於做了多少事(因為有時廢屁事真的一堆),而在於能不能在混亂中整理出一個秩序。
邏輯判斷:不確定情況下,怎麼判斷誰先做?
早會 7 點,生管 Kevin 手上同時有 WO-01、WO-03、WO-05 三張要排的工單,外加老闆、業務經理隨時可能殺進來的插單。他心裡跑的判斷邏輯,其實很接近排程理論裡兩條最基本的派工規則:
- EDD(Earliest Due Date, 最早交期優先):誰先交、誰先排
- SPT(Shortest Processing Time, 最短工時優先):能快速做完,減少在製品堆積
-工單 WO-01 ~ WO-05 怎麼排
| 工單 | 交期 | 物料狀態 | 判斷邏輯 | 派工結果 |
|---|---|---|---|---|
| WO-01(紅葉 200) | 週一 18:00 | 已齊套 | 交期最早 + 無阻塞 > 直接派 | A 線 09:00 開工 |
| WO-03(黃葉 200) | 週一 18:00 | 標籤打印機調色中(8:30 好) | 交期一樣早,但有資源限制 > 延後開工,不是不做 | B 線 09:30 開工 |
| WO-05(岩石 150) | 週四 | 模具待確認 | 交期較晚,但有風險要先排查 > 優先檢查模具,加工排在下午 | C 線 13:00 開工 |
工單 WO-01 和 WO-03 交期一樣早,生管 Kevin 沒有同時喊「兩條線一起做」就結束,他多想了一層:黃葉標籤這個資源限制會不會把交期拖垮。這正是「邏輯」這個能力的關鍵:規則是死的(最早交期優先、最短工時優先),但現場的物料與設備狀態是活的,生管必須在兩者之間做出 「雖不是完美,但足夠好」 的判斷。
-排程不只是看物料,人力也是限制
工單 WO-05 岩石款的填充工序,需要老練的熟手才能掌握眼片黏貼的力道,如果派新人的話容易黏歪造成不良。C 線當天熟手只有 2 位,剛好都排在下午班;若把工單 WO-05 提前排到早上,早班熟手只有 1 位、這樣新人占比高,反而會拖慢這張單、增加不良率。
這也是生管 Kevin「邏輯判斷」要算進去的一塊,排程不只是看機台和物料夠不夠,人手的「熟手 / 新手比例」同樣是限制條件。工單 WO-05 排在下午開工,不只是因為要先排查模具,也是因為熟手都在下午班,這兩個理由疊在一起,才是 C 線真正排在下午的完整原因。
-緊急插單來了,該怎麼判斷?
週三下午,業務 Peter 丟出:「客戶插單而且老闆也同意,發光皮克敏吊飾急要 100 隻,而且本週五前就要。」
生管 Kevin 不是把這張新單塞進排程表最前面而已,他要先回答三個問題:
- 影響多少? C 線下午排的是工單 WO-05(岩石 150,4:00 完工),插進去要先讓工單 WO-05 跑完,還是先暫停?
- 生產瓶頸在哪裡? 若 B 線標籤打印機這週都很忙,發光款的標籤要不要改排到 A 線?
- 這個(Trade-off)的代價是什麼? 插單若排在工單 WO-05 後面(4:20 開工),可以準時交,但 C 線當天會延後收工,這個代價誰扛得起?誰要扛?
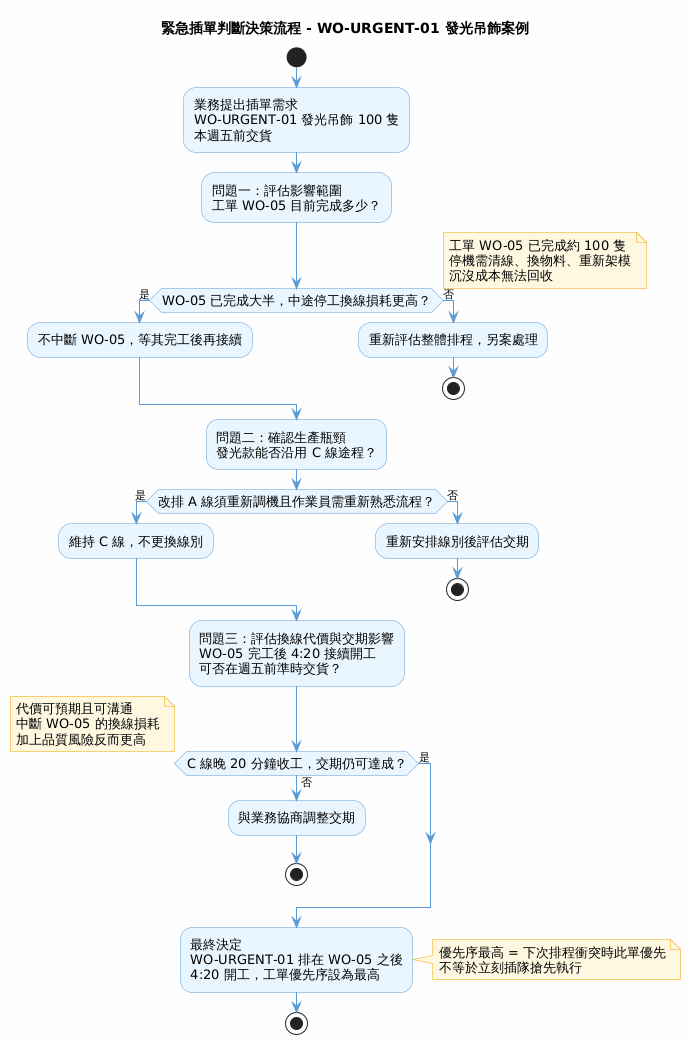 (透過流程圖來詳細盤查整個脈絡)
(透過流程圖來詳細盤查整個脈絡)
這個案例對應的是排程理論裡的 Critical Ratio(CR, 緊急係數):用「剩餘時間 / 還需要的加工時間」來推算出哪張單最危急。生管 Kevin 未必會去算這個比率數字,但他腦中問的三個問題,本質上就是同一件事,插單不是排序問題,是影響範圍與代價的判斷問題。這也是生管決定「工單優先順序」的核心依據,不是以哪個部門叫得最大聲,而是哪張單的影響代價最高。
最後決定:WO-URGENT-01(發光吊飾 100 隻)排在 WO-05 之後、4:20 開工、優先順序設為最高,不去動已經在跑的 WO-05。
為什麼是這個決定,而不是讓 WO-URGENT-01 直接插隊、把 WO-05 喊停?拆開上面三個問題的答案來看:
- 影響多少? 工單 WO-05 從 13:00 開工,到下午 3 點時已經做了一大半(岩石款 150 隻,假設已完成 100 隻)。若這時喊停插入發光款,C 線要先清線、換物料,可能還必須重新架模、試模等。所以後續等發光款做完再換回岩石款繼續這一來一往的換線時間,比直接讓 WO-05 跑完再接續進行浪費得更多。已經投入的工時是沉沒成本,喊停不會讓它變回零,只會多製造一次換線損耗。
- 生產瓶頸在哪裡? B 線標籤打印機這週確實很忙,但發光款的標籤其實是另一批料、走的是 C 線的途程(與岩石款相同的縫製站),改排到 A 線反而要重新調機、教新流程,瓶頸沒有真的解除只是換了個地方卡住。
- 這個(Trade-off)的代價是什麼? 排在工單 WO-05 之後、4:20 開工,C 線當天會晚 20 分鐘收工,但這個代價是「可預期、可溝通」的;中斷工單 WO-05 的代價是「換線損耗 + 岩石款品質風險(中途停機再啟動,前段已填充的物料可能受影響)」,後者的代價更高、也更難回頭。
至於「優先順序設為最高」,指的不是插隊到最前面,而是往後若再有任何排程衝突,插單 WO-URGENT-01 就有優先請求權,例如 C 線結束 WO-05 後若還有別的待辦工單在排隊,WO-URGENT-01 一定是下一個開工,不會再被其他單插過去。這跟「立刻插隊、現在就做」是兩件事:插單的急迫性,反映在「下一個一定是它」,不是「現在馬上停下手邊的事」。
整合諧調:業務、工廠、採購,三方資訊怎麼對齊?
通常排程不會只卡在「先做哪張」這麼純粹的問題 XD 因為常常卡在某一方的限制,另外兩方根本不知道。
-黃葉標籤卡關
週一早上 8:00 倉管回報:黃葉款「春日黃」標籤的色卡確認延誤,供應商說最快下午 2 點才能到貨,所以這比原訂的 8:30 晚了近 6 小時。
這時候,三方各自看到完全不一樣的世界:
| 角色 | 看到的資訊 | 在意的事 |
|---|---|---|
| 業務 Peter | 客戶要週一交 400 隻(紅葉 + 黃葉),合約已經答應 | 交期不能跳票 |
| 倉管 / 採購 | 供應商說下午 2 點才到,已經是極限了 | 沒有更早的料 |
| B 線領班 | 標籤沒來,機台閒置中 | 人力被閒置,當天產能浪費掉了 |
如果這三方各自只守住自己的立場,那問題永遠解不開,因為業務不管採購延誤、採購不管業務承諾、領班只管自己機台閒不閒置。生管的整合工作,是把這三個限制放進同一張表,找出大家都能接受的方案,而不是讓任何一方單獨決定。
如果我是生管 Kevin, 那這會是我的處理方式:
- 先問業務:客戶能不能接受黃葉款延後到當天 17:00 前交(仍在週一內),還是非得早上就要?
- 同步調整 B 線:標籤沒到之前,先讓 B 線領班把前置作業(裁布、備料)做完,等標籤一到立刻開工,把延誤的衝擊壓縮到最小
- 回報業務一個明確時間:不是模糊地回覆「再看看」,而是「黃葉款最晚 17:00 交,紅葉款不受影響」
這個動作,本質上跟 ERP / MES 串接時要解決的問題很像:不同系統講不同語言,要靠人或規則去翻譯對齊。只是這次翻譯的不是系統欄位,而是業務的承諾、採購的限制、現場的產能,三套語言要被同一個人聽懂、整合、講成一句大家都能接受的話。
持續追蹤:排完不是結束,是開始
早會排好的計畫,從來不是定案,而是一整天持續修正的起點。
11:20,C 線縫機卡線,停機了 8 分鐘;B 線標籤雖然下午 2 點到了,但比預期還晚了一小時。所以原本早會排好的計畫表,到了下午已經有個地方跟現實對不上:
| 時間 | 原計畫 | 實際狀況 | Kevin 的追蹤動作 |
|---|---|---|---|
| 09:30 | B 線開工 | 標籤延到 14:00 才到 | 通知業務調整黃葉款交期到 17:00 |
| 11:20 | C 線正常運作 | 縫機卡線,停機 8 分鐘 | 確認是否影響 WO-05 16:00 完工,評估要不要延後插單時間 |
| 16:20 | WO-URGENT-01 開工 | C 線因停機延誤,原訂時間可能跳到 16:40 才能開工 | 重新確認週五前交期還夠不夠,跟業務同步最新狀況 |
很多問題不是一次解決,而是不斷調整與追蹤的過程。生管人一天當中花最多時間的,是排程完之後整天追著缺料、插單、停機這些變數,然後重新對齊計畫。
MES 派工與 APS 排程系統:系統能做什麼、不能做什麼?
APS(Advanced Planning and Scheduling, 排程系統)可以自動算出 EDD(最早交期優先)和 SPT(最短工時優先)的派工建議,算是目前製造業導入「生產排程自動化」最常見的工具之一,但 APS 的前提是輸入資料正確,也就是物料齊套、機台可用、人力到位。
一旦現場出現物料標籤晚到、縫機停機這類即時狀況,系統算出來的排程就會和現實脫節。這也是為什麼 MES 派工不能只靠按一個「自動排程」按鈕:APS 給的是建議,生管要做的是在人、機、料任何一個環節出現缺口時,判斷這個建議還成不成立,以及怎麼用最小代價把計畫修正回來。
用生產現場管理的角度來說:APS 是「照理想狀況算出來的最佳解」,生管是「在現實限制下讓計畫還能動的那個人」,兩者是互補關係,不是替代關係。
常見的誤解
- 「工單在 MES 系統裡了,現場就會自己跑」:系統顯示工單,不代表物料有齊套、設備正常、模具治具料具都沒問題。沒有人去做有限產能的檢查與判斷,工單會卡在系統裡完全動不了,它不會自己準時開工。
- 「插單就是排到最前面」:插單真正要對應的是「影響多少、瓶頸在哪、代價是什麼」,不是單純的排序動作。如果排到最前面但沒搞清楚代價,那只是用 A 工單去救 B 這張工單。而插單的影響,其實也要看你的廠區是大量少樣還是少量多樣,這部分我在:少量多樣是什麼?跟大量少樣、客製化生產差在哪 有詳細的說明。
- 「生管只要會排程系統就夠了」:排程系統能算出 EDD、SPT 這些規則的結果,但業務的承諾、採購的限制、現場的真實狀態,這些「整合」與「協調」的工作,APS 系統不會自動做完,還是要靠人把三方資訊兜起來。
總結
ERP 核准下達的工單只是「理論上該做的」;生管早會要決定的,是「現實上做得到的」。這個落差背後,靠的是三個能力:
- 邏輯判斷(在不確定中判斷優先順序與插單代價)
- 整合諧調(把業務、工廠、採購三套立場兜成一張大家都能接受的計畫)
- 持續追蹤(排程表排好後,通常就是拿來被打破的 XD,所以靠的是不斷追蹤、不斷修正對齊)。
仔細看會發現,這三個能力其實都在處理同一件事的不同面向:人、機、料任何一個環節漏掉了其中一個元素,整張排程表都會跟著打亂。工單 WO-05 少了熟手是人員的限制、黃葉標籤晚到是物料的限制、縫機卡線是機台的限制,單獨補上其中一個都不夠,三者要同時兼顧排程才站得住腳。這也是為什麼排程從來不是在追求某一張工單的「最佳解」,而是在追求整條產線的平衡。
所以要衡量生管做得好不好,看的不是處理了多少件事,而在於能不能讓混亂變得有秩序。在皮克敏娃娃案例當中,工單 WO-01 順利開工、WO-03 延後到標籤好才開工、WO-URGENT-01 插隊但沒打亂 WO-05, 這些決定背後,都是同一套邏輯判斷、整合諧調、持續追蹤的能力在運作。排程表好不好,從來不是看畫面排得多整齊,而是看生管對人、機、料這三個限制掌握得有多清楚,一旦掌握得清楚,混亂才有機會被整理成一個可以預測的節奏。
工單派工之後,現場真正開始動了,在 MES 系統怎麼即時掌握做到哪裡,這裡我透過另一篇文章並從「報工」的角度來拆解。